服务咨询热线:
98彩票线路导航0510-85410121
服务咨询热线:
98彩票线路导航0510-85410121

98彩票线路导航 13814227555
98彩票线路导航 电话:0510-85410121
98彩票线路导航 传真:0510-85071022
邮箱: lpx3030@126.com
98彩票线路导航 地址:无锡市胡埭工业区西拓区陆藕路30号
概述
轴承是机械基础零件,广泛用于机械、汽车、火车、船舶、飞机等工业领域,轴承的制造技术水平在一定程度上反映了一个国家制造业的技术水平和竞争能力。轴承由轴承环、滚动体、保持架等组件组成,轴承环是轴承中尺寸、重量和制造成本最大的组件,直接决定了轴承的性能和寿命。2012年我国滚动轴承产量 180 亿套,轴承环 360 亿件,是世界第一大轴承生产国。我国轴承产量巨大,但主要生产中低端产品。关于高铁轴承、高速机床主轴承、航空主轴承等高端轴承的开发能力十分薄弱,甚至是空白。为了提升我国轴承自主开发和创新能力,迫切需要研究开发轴承组件先进制造技术。
国家重点基础研究发展计划(973 计划)、国家高技术研究发展计划(863 计划)、国家自然科学基金计划分别月 2014 年 8 月 华 林等:轴承环轧制成形理论和技术 71针对轴承制造基础理论和先进技术立项开展了研究探索。轴承品种规格众多,微型轴承环直径为 2~3mm,超大型风电轴承环直径为 4 000~5 000 mm。
轴承环传统的加工工艺主要为热锻制坯和切削加工,不仅加工余量大、工时长、材料利用率低,而且金属流线被切断,严重损害了轴承产品的组织和性能,以致不能生产高端轴承。轴承环轧制(简称辗环)成形是一种连续局部塑性成形技术,是国际高性能轴承环制造技术发展方向。
轴承环轧制成形分为径向轧制和径轴向轧制两种,技术原理如下图所示,它利用轧辊的旋转驱动和直线进给作用使环件毛坯连续咬入轧制孔型,产生壁厚减薄、直径增大、截面轮廓成形的连续局部塑性变形,进而直接获得复杂截面轮廓形状轴承环产品的塑性成形新技术。它具有省力、节能、节材、效率高、成本低、产品性能好等显著特点,SKF、FAG、NSK、KOYO、TIMKEN 等国际著名轴承公司广泛使用轧环成形技术特别是室温冷轧环技术制造高性能轴承环组件。本文简要阐述轴承辗环机轧制成形理论、工艺、装备等研究进展和生产应用。
辗环机原理
1 环件轧制成形理论
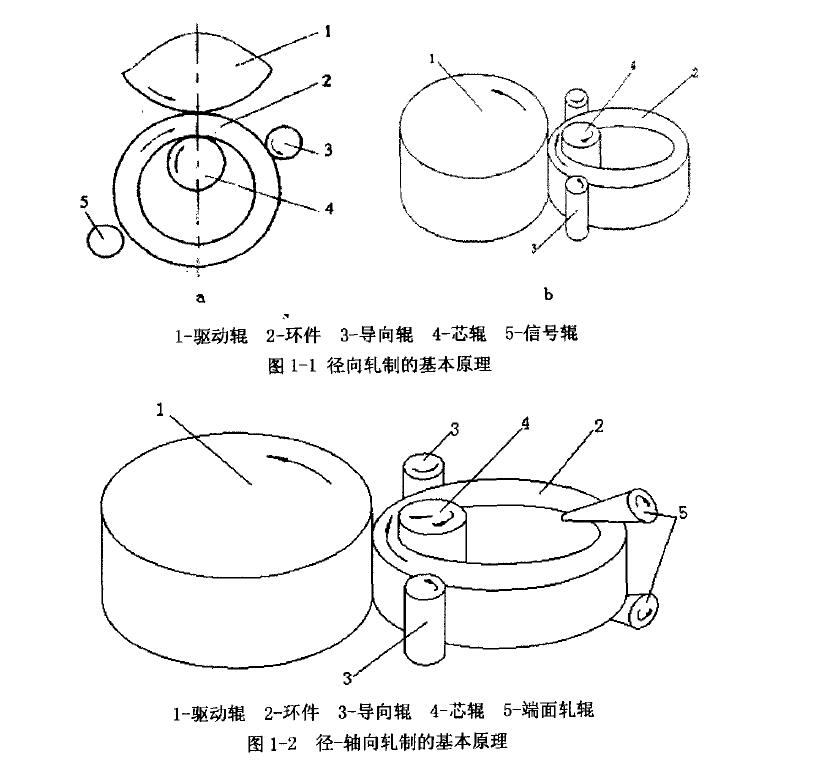
轧环始于 19 世纪火车轮箍的制造 ,当时采用轧制钢质轮箍取代铸铁轮箍,以满足火车提速要求。轧环理论研究始于 20 世纪 60 年代,JOHNSON等[7-9]针对环件轧制理论进行了开创性研究,通过轧制试验和解析计算,研究了环件径向轧制中的塑性铰位置、压力分布以及轧制力计算方法,从塑性力学的角度初步揭示了轧环变形的基本规律。20 世纪80 年代以来,有限元数值模拟的快速发展,轧环过程塑性变形数值分析得到了许多学者的重视 。但是,轧环变形过程稳定实现、轧环技术参数设计控制等关键问题还需要解决。参见图 1 径向轧环,驱动辊作旋转轧制运动,压力辊作直线进给运动和旋转轧制运动,导向辊作旋转与跟随导向运动,环件毛坯(简称环坯)在驱动辊、压力辊和导向辊共同作用下反复通过驱动辊与压力辊构成的轧制孔型,产生壁厚减小、直径扩大的轧环变形,直至达到规定的径向尺寸和截面轮廓时轧环变形结束。轧环变形中,驱动辊旋转轧制运动由电动机驱动;压力辊直线进给运动由液压缸驱动,压力辊的旋转轧制运动无动力驱动,它由环坯与压力辊接触面之间的摩擦力驱动作旋转轧制运动,因而压力辊又称为从动辊或芯辊;导向辊无动力驱动,它由环坯与其接触面的摩擦驱动作旋转导向运动。由此可知,径向轧环是在多辊多运动作用下的复杂运动和变形。图 2的径轴向轧环是在径向轧环基础上增加了一对轴向轧制锥辊,轴向锥辊同时作旋转轧制运动、轴向直线进给运动和随环件直径扩大的径向跟随运动,进而实现环件的轴向变形和端面成形。从图 1 和图 2所示的轧环原理可知,无论是径向轧环还是轴向轧环,它们都具有如下共同特点:
① 驱动辊作主动旋转轧制运动,压力辊作从动旋转轧制运动,且两者的轧制转速是不同的,具有异步轧制变形性质;
②驱动辊直径大,压力辊直径小,具有非对称轧制变形性质;
③ 轧环过程中随着压力辊的直线进给运动,驱动辊与压力辊构成的轧制孔型逐渐变化,环件反复通过不断变化的轧制孔型进行多转轧环变形,具有多道次轧制变形性质。
因此轧环变形是多种轧制变形的复合,成形规律十分复杂。轧环过程中经常出现如下异常现象:
① 环件不转动,亦即环件不能咬入孔型;
② 环件转动但不产生直径扩大变形;
③ 环件被导向辊压扁,亦即环件整体刚度失稳;
④ 环件和轧辊产生强烈自激振动,压力辊跳离环件,甚至导致轧环机主轴和压力辊折断。任一上述现象出现将会使轧环过程中断,导致轧环废品。为了实现轧环成形,环件必须连续咬入轧制孔型产生稳定的旋转轧制运动;在环件旋转轧制运动的同时,驱动辊与压力辊共同作用产生的塑性变形区应穿透环件的壁厚,进而实现环件壁厚整体变薄、直径整体扩大,亦即实现轧环成形;在轧环过程中,环件还要具有足够刚度,保持整体圆环形状。针对轧环的性质特点和异常现象,国内学者开展了深入的理论和试验研究,提出了轧环的咬入孔型条件、塑性锻透条件、刚性稳定条件和运动稳定性条件,揭示了轧环力能作用规律,初步建立了轧环成形理论框架
2 环件轧制成形技术设计
环件轧制成形技术设计的依据是环件轧制成形理论,也就是说在满足轧环条件和力能参数的前提下,合理设计与选择的轧环工艺参数、环坯和轧环孔型。其关键技术设计如下所述。
2.1 轧辊直径
2.2 轧制环件壁厚
2.3 轧制变形量
2.4 轧制进给速度
2.5 轧制进给规程
环件轧制过程从环件咬入孔型开始,经过稳定轧制变形,再到定径整形结束轧制,整个过程中几何形状尺寸和轧制过程参数都是不断变化的,是一个多运动耦合的复杂动态过程。要获得合格的轧制
环件产品,除了合理设计轧辊孔型、环件毛坯和轧环各工艺参数外,还要合理规划轧制进给规程,才能实现环件顺利咬入孔型、稳定轧制变形和精确成形。
3 轴承环轧制成形技术应用
20 世纪 80 年代以来,武汉理工大学联合浙江天马轴承股份有限公司、华中科技大学、西安交通大学、西北工业大学等,经过深入系统的环件轧制理论和应用研究,开发了包括轴承环在内的各种环
类零件室温冷轧成形技术和高温热轧成形技术。此外,与浙江五洲新春集团有限公司、张家港海陆环形锻件有限公司等合作,研究开发了数控精密冷轧环机、数控精密热轧环机和轧环过程在线测控系统,实现了中小型轴承环精密冷轧成形批量生产和超大型轴承环精密热轧成形批量生产。相关环件轧制理论和技术研究成果获得了 2011 年国家科学技术进步二等奖。
3.1 高性能轴承环精密冷轧成形技术
GCr15 轴承钢含碳量为 1.0%,属于高碳钢,塑性差,变形抗力大,难以冷轧环成形。GCr15 轴承钢室温冷轧成形是国际高性能轴承环先进制造技术发展方向,我国经过深入研究开发,发明了球轴承环精密冷轧成形方法和滚子轴承环冷轧成形方法,攻克了 GCr15 轴承钢室温冷轧高塑性预处理、长寿命轧辊孔型设计制造、精密冷轧环过程控制等关键技术,突破了高碳轴承钢冷轧成形的技术禁区。精密冷轧直接成形轴承滚道,精度为 6~7 级,高出国际先进水平 1~2 级。精密冷轧轴承环,节省了大量切削加工,节材 15%~20%,滚道内部组织细密,金属流线分布合理,显著提高轴承寿命。此外,自主研发了新型数控精密冷轧环机,创新性地研究设计了伺服电动机-减速器-强力滚珠丝杠机构,取代液压伺服系统作为冷轧环机主传力进给系统,解决了爬行和零飘问题,保持了机电伺服进给系统精密进给优点,实现了 50 t 重载塑性变形条件下的轴承环冷轧精密进给,进给精度达到 0.005 mm,加工精度达到φ 100 mm±0.05 mm,高于德国和日本同类型精密冷轧环机加工精度φ 100 mm±0.1 mm。应用精密冷轧技术和装备批量生产的轴承环不仅替代进口,还大量出口瑞典 SKF、德国 FAG、日本 NSK、美国 TIMKEN 等国际著名轴承公司,实现了轴承环制造从热锻低性能粗坯到冷轧高性能精坯的重大技术突破。精密冷轧成形的典型轴承环如下图 所示。

3.2 超大型环件精密热轧成形技术
超大型环件是指直径 5 m 以上的风电轴承环件、石油化工容器环件、核电反应堆环件、武器装备环件等超大型无缝环件,是关系到国家重大装备和国防安全的关键零件。我国经过深入研究开发,发明了超大型复杂无缝环件精密热轧成形方法,攻克了径轴向轧环工艺规划、轧环运动协调与变形匹配技术,研制了超大型复杂环件精密热轧生产线。精密热轧成形了直径 9 m 的无缝环件(图 4),圆度图 3 典型精密冷轧轴承环为 8 mm,圆度误差小于国际 0.1%的先进水平。该技术打破了国际封锁,实现了超大型复杂无缝环件热轧成形批量生产,解决了我国重大装备和国防建设急需的超大型复杂无缝环件的制造难题。热轧超大型环件还出口美国 GE、丹麦 VESTAS 等国际著名公司,使我国成为具有先进水平的国际大型复杂无缝环件重要生产基地。
4 轴承环轧制理论和技术发展趋势
轴承作为关键基础零件,直接影响到装备的工作性能和寿命。高性能长寿命轴承是装备发展的必然要求,也是轴承技术的发展方向。轴承环作为轴承的本体组件,其轧制成形理论和技术发展趋势有如下特点。
4.1 轴承环轧制成形理论
轴承环轧制成形理论研究将从轧制变形条件等宏观层面延伸至组织演化等微观层面,针对轴承环轧制控形控性科学和技术问题,开展基体组织和表面状态轧制过程演化机理和控制方法基础研究,为轴承环轧制成形成性一体化提供理论支撑。
4.2 轴承环轧制成形技术
4.2.1 大规格轴承环冷轧成形技术
国内外生产实践充分表明,轴承环冷轧成形可以获得细密的晶粒组织和合理分布的金属流线,是高性能轴承环不可替代的成形制造技术。然而,由于高碳铬轴承钢 GCr15 塑性差、变形抗力大,目前冷轧成形的轴承环尺寸规格限于直径 220 mm 以下,还不能冷轧成形更大规格的轴承环。鉴此,近期需要研究开发直径 300~500 mm 的大规格轴承环冷轧成形技术与装备,以扩大轴承环冷轧成形技术应用范围,实现大规格轴承环冷轧成形技术生产。
4.2.2 轴承环热轧成形控制技术
目前直径 200 mm 以上的轴承环普遍采用热轧成形生产,毛坯加热温度波动大,始轧温度与终轧温度波动大,轴承环热轧成形一致性差,轴承环热轧成形后自然随机冷却,以致热轧成形的轴承环组织状态和性能离散度大,难以满足高性能轴承环组织质量要求。这种轴承环热轧成形状况,也是我国许多轴承企业不能制造高性能轴承的重要原因。因此迫切需要研究开发轴承环热轧成形控制技术,通过加热、轧制变形和轧后冷却过程控制,实现轴承环热轧成形组织状态和力学性能控制,保证热轧轴承环组织性能一致性。
5 未来展望
在国家自然科学基金重点项目、国家高技术研究发展计划(863 计划)项目、国家重点基础研究发展计划(973 计划)项目以及企业科技攻关项目等支持下,我国经过 20 多年的产学研合作研究,建立了环件轧制理论和技术设计方法,发明了高性能轴承环精密冷轧成形技术和超大型复杂环件精密热轧成形技术,开发了数控精密冷、热轧环装备,实现了高碳铬轴承钢冷轧环成形批量生产和超大型复杂环件热轧成形批量生产。冷轧成形的高性能轴承环不仅在我国得到广泛应用,还大量出口瑞典 SKF、德国FAG、日本 NSK、美国 TIMKEN 等国际著名轴承公司。热轧成形的超大型无缝环件直径达到 9 m,打破了国际技术封锁,有力促进了我国重大装备和国防建设。通过环类零件轧制成形理论和技术研究及应用,有力促进了我国环类零件精密轧制成形技术与装备自主创新和发展。